එම්බොස්ඩ් ලෝහ සංයුක්ත බාහිර පුවරු නිෂ්පාදන රේඛාව

කෙටි විස්තරය:
Embossed Metal Composite Exterior Panels Production Line යනු දැනට ලෝකයේ ජනප්රියව පවතින නව වර්ගයේ පරිසර හිතකාමී සැහැල්ලු ගොඩනැගිලි ද්රව්ය නිෂ්පාදනය කිරීමයි.සහ පොලියුරේටීන් පෙන මත පදනම් වූ අලංකාර බිත්ති පුවරු.එය මතුපිට වානේ තහඩු සමග ගිනි ප්රතිරෝධී තාප පරිවාරක අලංකාර බිත්ති පුවරු නිෂ්පාදනය කළ හැකිය.මධ්යයේ පොලියුරේටීන්.සහ පතුලේ ඇලුමිනියම් තීරු හෝ වානේ තහඩු.
නිෂ්පාදන විස්තර
නිෂ්පාදන ටැග්
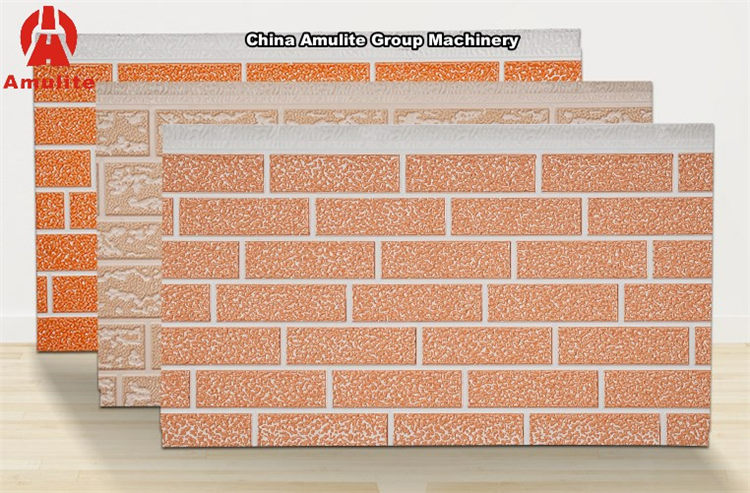
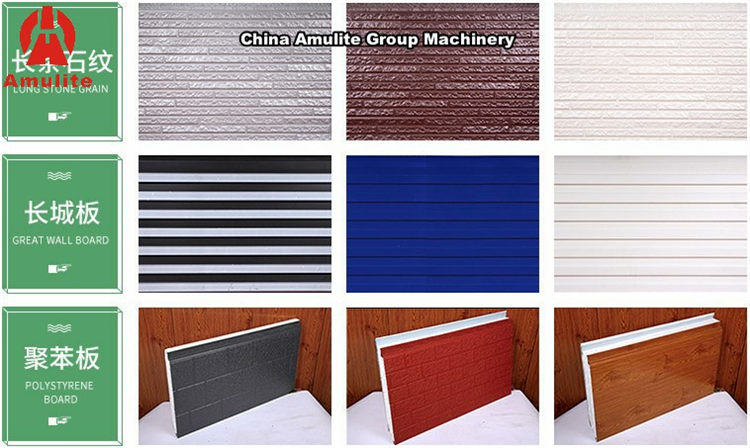
1. වෝල් පැනල් හැඳින්වීම
Embossed Metal Composite Exterior Panels Production Line යනු දැනට ලෝකයේ ජනප්රියව පවතින නව වර්ගයේ පරිසර හිතකාමී සැහැල්ලු ගොඩනැගිලි ද්රව්ය නිෂ්පාදනය කිරීමයි.සහ පොලියුරේටීන් පෙන මත පදනම් වූ අලංකාර බිත්ති පුවරු.එය මතුපිට වානේ තහඩු සමග ගිනි ප්රතිරෝධී තාප පරිවාරක අලංකාර බිත්ති පුවරු නිෂ්පාදනය කළ හැකිය.මධ්යයේ පොලියුරේටීන්.සහ පතුලේ ඇලුමිනියම් තීරු හෝ වානේ තහඩු. නිෂ්පාදනවල ප්රධාන යෙදුම් ක්ෂේත්ර: පැරණි ගොඩනැගිලි ප්රතිසංස්කරණය කිරීම.ඉහළ මට්ටමේ විලා මහල් නිවාස.විලාස්.හෝටල්.සැහැල්ලු වානේ ව්යුහයන්.ජංගම නිවාස.ගොවිපළවල්.විශාල සාප්පු සංකීර්ණ.කර්මාන්තශාලා වල අභ්යන්තර සහ බාහිර බිත්ති.ආදිය

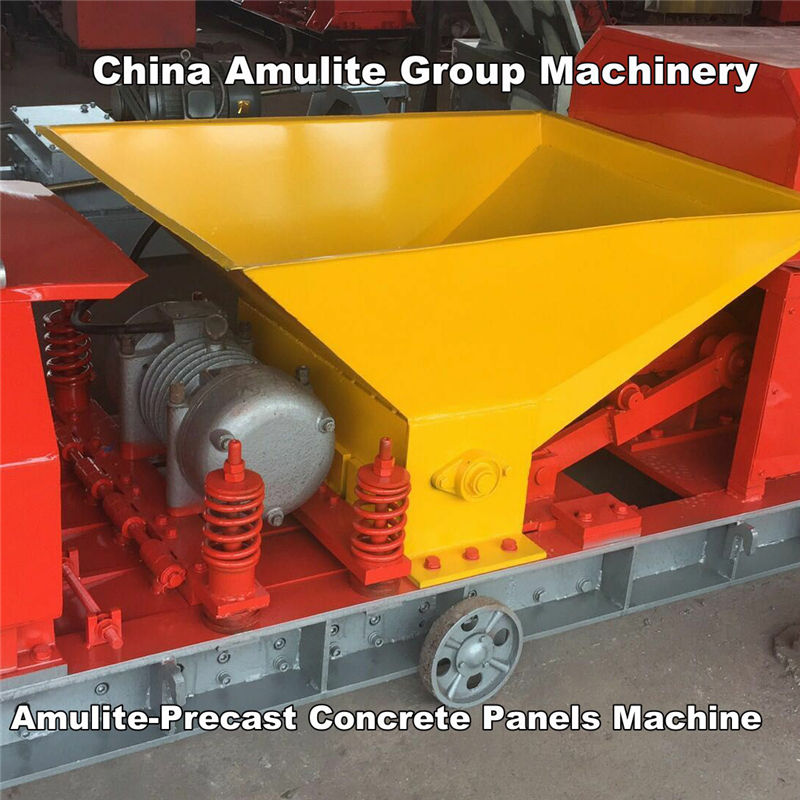
2. උපකරණ සංයුතිය
එම්බෝස්ඩ් ලෝහ සංයුක්ත බාහිර පැනල් නිෂ්පාදන රේඛාව ප්රධාන විසන්ධි කිරීම→ එම්බොසිං යන්ත්රය→ මට්ටම් යන්ත්රය→ පැති සාදන යන්ත්රය→ තාපන වේදිකාව→ AB ෆෝම් යන්ත්ර එන්නත් → ඇලුමිනියම් දාම තහඩු ලැමිනේටින් මැෂින්
3. එම්බොස්ඩ් ලෝහ සංයුක්ත බාහිර පැනල් නිෂ්පාදන රේඛාව ප්රධාන තාක්ෂණික පරාමිතීන්
බිත්ති පුවරු පිරිවිතර: A.380×16mm B. (380-500) × (30-40)
නිෂ්පාදන වේගය: 4-10m/min
ඇලුමිනියම් මිශ්ර ලෝහ ද්විත්ව ක්රෝලර් දිග: මීටර් 18-24
උපකරණවල මුළු බලය: 60Kw පමණ
නිෂ්පාදන රේඛා ධාරිතාව: වර්ග මීටර් 1. 000. 000 පමණ.

4. එම්බොස්ඩ් ලෝහ සංයුක්ත බාහිර පුවරු නිෂ්පාදන රේඛාව ඒකක ව්යුහය සහ ක්රියාකාරීත්වය හඳුන්වාදීම
Ⅰ.ලිහිල් කරන්න
කාර්යය: වානේ දඟර ඉවත් කිරීම සහ එම්බොසින් කිරීම සඳහා භාවිතා වේ
ව්යුහය වර්ගය: කොටස වානේ වෙල්ඩින් රාමුව.පාර්ශ්වික විස්ථාපනය හයිඩ්රොලික් සිලින්ඩරය මඟින් සිදු වේ.දඟර ද්රව්ය අපගමනය වැළැක්වීම.Unwinding Passive Type පිළිගනී.ආතති පාලනය සඳහා වායුමය තිරිංග තබා ගන්න.

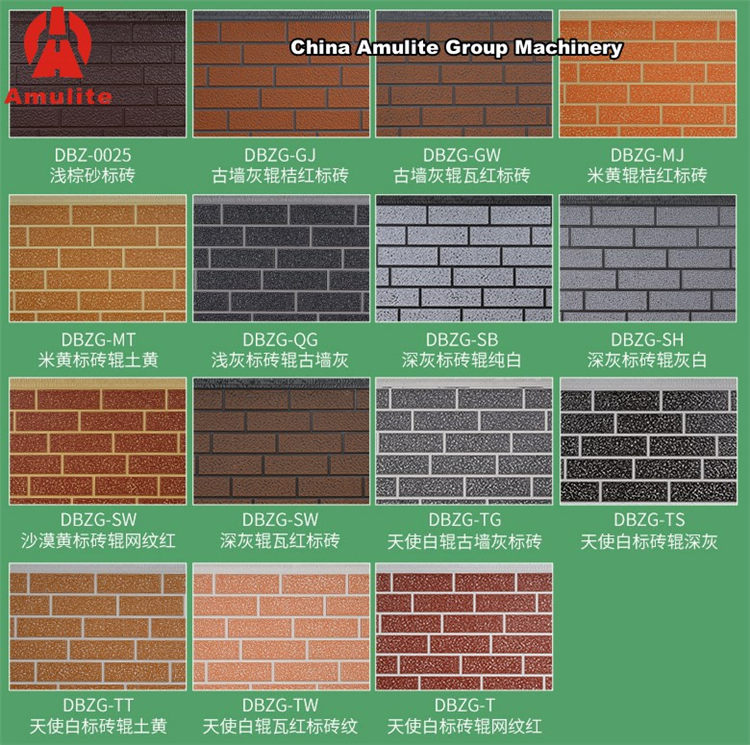
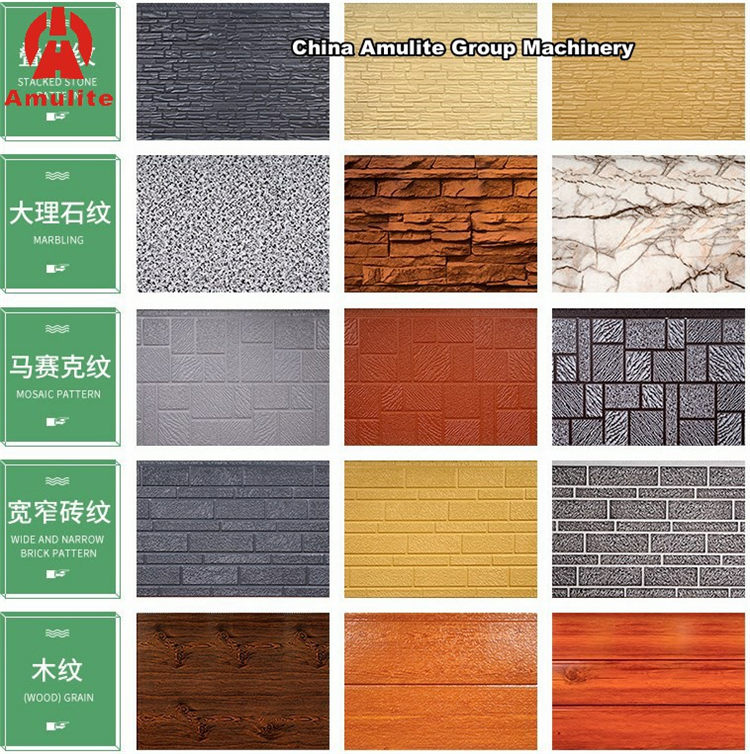
Ⅱ.එම්බොසින් යන්ත්රය
කාර්යය: බිත්ති පුවරුවේ විවිධ රටා අනුව.වර්ණ වානේවල විවිධ රටා එබීම සඳහා ප්රතිවිරුද්ධ එම්බොසින් ලෝහ රෝලර් දෙකක් භාවිතා කරයි.
Ⅲ.පෙණ දමන යන්ත්රය:
BLC(R) වර්ගයේ අඩු පීඩන අඛණ්ඩ පෙණ දමන යන්ත්රය හෝ PH(R/F) අධි පීඩන පෙණ දමන යන්ත්රය.1 රෙසින් (A) ටැංකියක් භාවිතා කරන්න.1个Curing Agent (B) Tank;මිටර පොම්ප ඒකක දෙක ස්වාධීන විචල්ය සංඛ්යාත මෝටර මගින් ධාවනය වේ.මිනුම් පොම්පයේ ප්රවාහය මැනීමේ පොම්පයේ වේගය වෙනස් කිරීම මගින් පාලනය වේ. අවසාන වශයෙන්.අවශ්ය අනුපාතයට අනුව සංරචක මිශ්ර කර පහළ වානේ තහඩු හෝ වෙනත් උපස්ථර අතර ඒකාකාරව ඉසිනු ලැබේ.

Ⅳ.යන්ත්රය සැකසීම
කාර්යය: එම්බෝස්ඩ් වර්ණ වානේවල හැඩය බහු රෝද ෆ්ලැන්ජිං මගින් සලකනු ලැබීය.
Ⅴ.ලැමිනේටර්
කාර්යය: සම්පූර්ණ ඔන්ලයින් පෙණ දැමීම සහ පොලියුරේතන් හැඩ ගැන්වීම;චේන් ප්ලේට් ඒකකය ඩ්රයිව් මෝටරයෙන් සමන්විත වේ.දාම රෝදය.ඇලුමිනියම් මිශ්ර ලෝහ දාම තහඩුව.Pin Shaft සහ Rolling Bearing.විදුලි තාපන නල රත් කිරීමේ ක්රමය භාවිතා කිරීම ;උෂ්ණත්වය පෙර සැකසූ අගයට ළඟා වූ විට, ද්විත්ව පටි යන්ත්රය නිෂ්පාදනය සඳහා අවශ්ය උෂ්ණත්වයට ඉක්මනින් රත් කළ හැක.සැබෑ තත්ත්වය අනුව විදුලි උණුසුම සක්රිය හෝ අක්රිය කළ හැක.
Ⅵ.ස්ථාවර දිග කියත් යන්ත්රය
කාර්යය: සැකසූ ප්රමාණයට අනුව සාදන ලද පුවරුව දුටුවේය.
කාර්යය: පදනම.ෆියුස්ලේජ් සහ ඉහළ චංචල රාමුව කොටස් වානේ සහ තහඩු වෑල්ඩින් ව්යුහය අනුගමනය කරයි.රේඛීය මාර්ගෝපදේශ දුම්රිය මගින් සම්බන්ධ කර ඇත.මාර්ගෝපදේශ දුම්රිය සවිකිරීමේ මතුපිට අවසන්.ස්ථාපන නිරවද්යතාවය සහතික කිරීම; කියත් මෝටරය ඉහළ චලනය වන රාමුවේ ස්ථාපනය කර ඇත.චලනය වන රාමුව ගියර් මෝටරයකින් ධාවනය වේ.පාර්ශ්වික චලනය; කලම්ප උපාංගය ශරීරය මත ස්ථාපනය කර ඇත.එය වායු සිලින්ඩරයකින් සහ පීඩන බ්ලොක් වලින් සමන්විත වේ; යළි පිහිටුවීමේ උපාංගය සිලින්ඩරයකින් සහ බෆර උපාංගයකින් සමන්විත වේ; තහඩුව නියමිත දිගට ළඟා වූ විට.කලම්ප සිලින්ඩරය කලම්ප අවහිරය පහළට තල්ලු කරයි.සහ රීසෙට් සිලින්ඩරය තහඩුව සමඟ චලනය කිරීමට ශරීරය තල්ලු කරයි;එම අවස්ථාවේදී ම.කියත් මෝටරය ආරම්භ කර ඇත.සහ අඩු කිරීමේ මෝටරය ඉහළ චලනය වන රාමුව තිරස් අතට චලනය කිරීමට තල්ලු කරයි.තහඩුවේ තීර්යක් කැපීම අවබෝධ කර ගැනීම සඳහා;කැපීම අවසන් වූ පසු.කලම්ප උපාංගය ඔසවා ඇත.සහ Reset Cylinder ශරීරය නැවත පිහිටුවීම සඳහා මුල් ස්ථානයට ආපසු යාමට තල්ලු කරයි.
5. එම්බොස්ඩ් ලෝහ සංයුක්ත බාහිර පුවරු නිෂ්පාදන රේඛාව ස්වයංක්රීය පාලනය
ස්වයංක්රීය පාලන පද්ධතිය කොටස් හතරකට බෙදා ඇත: ඉවත් කිරීම සහ එම්බෝස් කිරීමේ ප්රදේශ පාලනය.සැකසීම සහ ලැමිනේෂන් ප්රදේශ පාලනය.පෙණ දමන ප්රදේශ පාලනය සහ කියත් ප්රදේශ පාලනය.සම්පූර්ණ බලය 60KW පමණ වේ; තාපන වේදිකාව 30KW පමණ වේ.සම්පූර්ණ පාලන පද්ධතිය වැඩසටහන්ගත කළ හැකි පාලකයකින් සමන්විත වේ.පරීක්ෂණ ස්විචය.ඩෙල්ටා ඉන්වර්ටර් ධාවකය සහ අනෙකුත් සංරචක.ස්පර්ශ තිර පරාමිතිය ආදාන සහ බොත්තම් සහයෝගිතා මෙහෙයුම හරහා.නිෂ්පාදන රේඛාවේ ස්වයංක්රීය නිෂ්පාදනය අවබෝධ කර ගන්න.එහි කාර්ය සාධනය විශ්වසනීය සහ ස්ථාවර වේ.සහ මෙහෙයුම සරල සහ පහසු වේ.